








ERW273x12,7 Stahlrohrmaschine;ZTFIV;ZTZG
Beschreibung
Das ERW-Rohrwalzwerk wird auch als Produktionslinie für hochfrequenzgeschweißte Rohre bezeichnet. Geeignete Werkstoffe sind warm- oder kaltgewalzte Bandcoils, beispielsweise aus unlegiertem Kohlenstoffstahl und hochfestem Stahl.
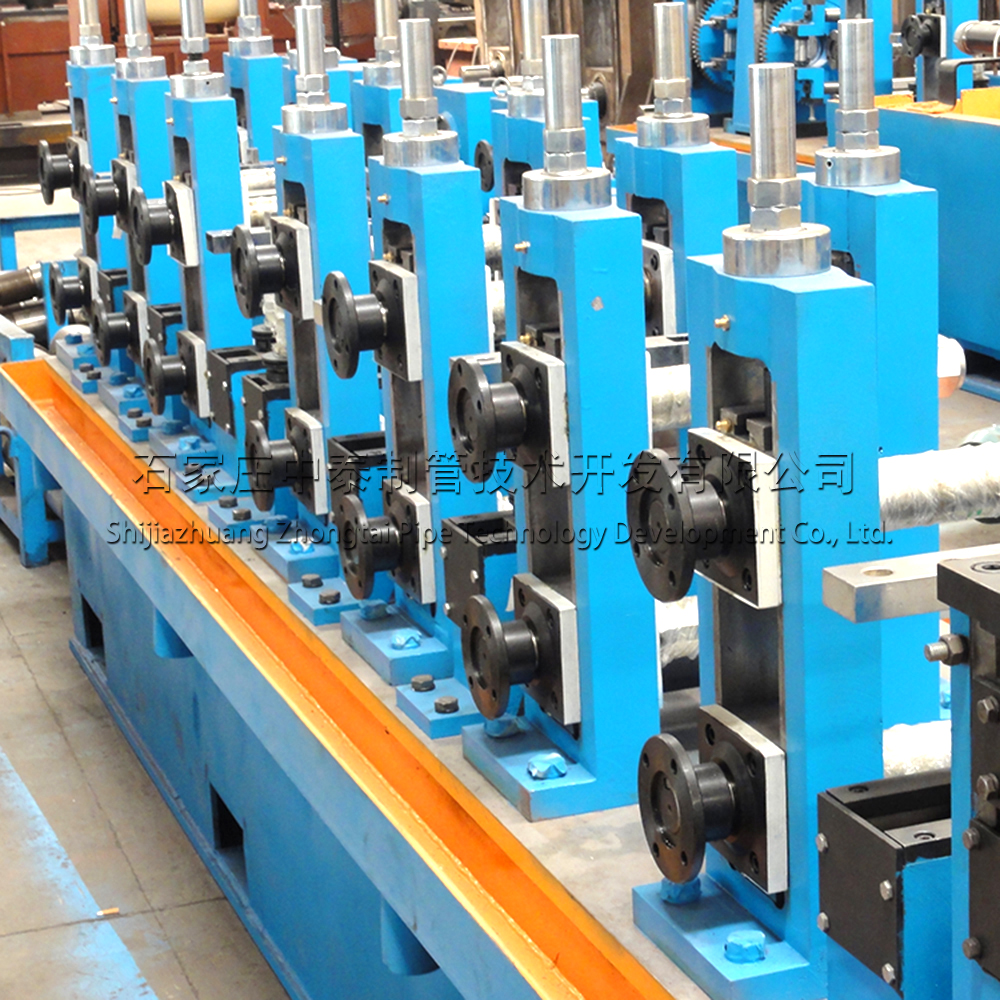
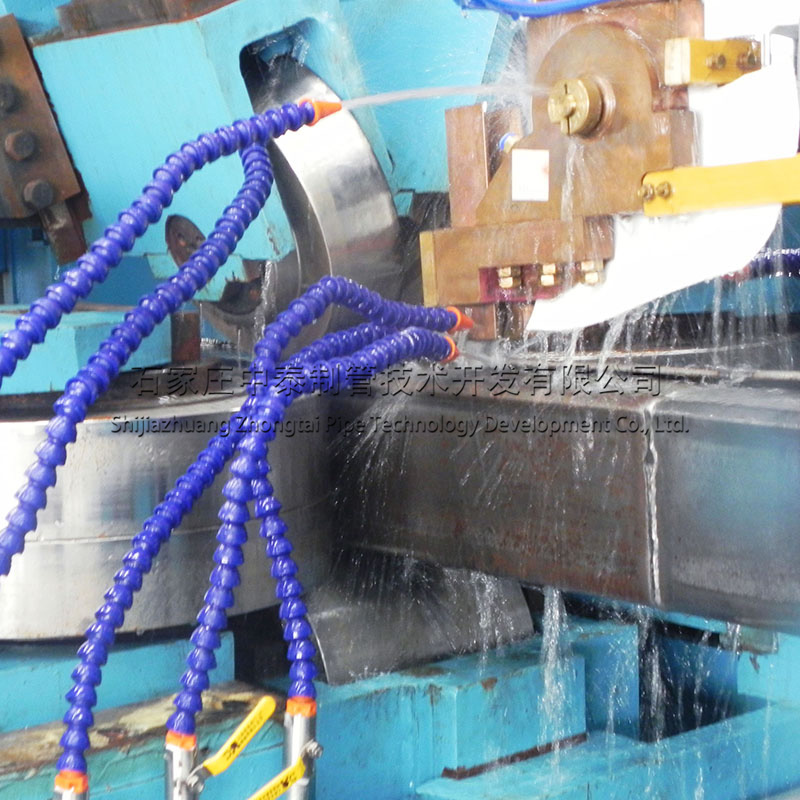
Das Stahlband wird vom Abwickler abgewickelt und gelangt nach dem Durchlaufen der Stumpfschweißanlage in den Akkumulator. Dort wird es durch Walzen extrudiert und in zwei Teile geteilt: einen Vorschweißbereich und einen Feinschweißbereich. Nach dem Hochfrequenz-Induktionsschweißen und dem Kalibrieren wird das Rohr in der gewünschten Länge ausgegeben, mit einer Kreissäge zugeschnitten und schließlich gestapelt und verpackt. Diese Produktionslinie ist eine umfassende Komplettanlage für das kontinuierliche Verschweißen von Stahlbändern zu Rohren.hauptsächlich bestehend aus Abwickler, Scher- und Endschweißer, Akkumulator, Form- und Kalibriermaschine, HF-Schweißgerät, fliegende Säge, Stapel- und Verpackungsmaschine.
Wenn Stahlrohre besonderen Zwecken oder Anforderungen unterliegen, ist der Einsatz zusätzlicher Prüfgeräte erforderlich, wie z. B. hydraulische Prüfmaschinen, Mittelfrequenz-Glühmaschinen, Ultraschall-Fehlerprüfmaschinen usw.

Die Produktionslinie für Hochfrequenz-Rohrschweißen dient hauptsächlich der kontinuierlichen Fertigung von Rohren mit gerader Naht. Sie nutzt das Hochfrequenz-Induktionsschweißen und kann neben Rundrohren auch Vierkantrohre und Sonderformrohre herstellen. Die Hochfrequenz-Rohrschweißanlage wird vorwiegend zur Produktion verschiedener Eisenrohre, Baurohre, Konstruktionsrohre, Wasserrohre, Ölrohre, API-Rohre usw. eingesetzt.
TTechnischer Ablauf
Nach oben scrollen→Abwickeln→Scheren und Schweißen→Spiralakkumulator→Bildung→HF-Induktionsschweißen→Entfernung von äußeren Graten→Kühlung→Größenangaben→Fliegende Säge→Auslauftisch→Inspektion→Verpackung→Lager
FFormungsprozess
| Rundrohr | Kaltwalzformverfahren | Gutes Walzendesign |
| ZTF-Formgebungsprozess | Sparen Sie mindestens 60 % der Walzenkosten durch elektrische Steuerungseinstellung Mehr lesen | |
| Quadrat- und Rechteckrohr | Allgemeines Rundungs-zu-Quadrat-Verfahren | Stabiler Formgebungsprozess |
| Runden-to-Quadrat mit Türkenkopf | Gute Rohrqualität | |
| Prozess der direktenQuadrat-to-Quadrat(DSS) | OEin Walzensatz kann alle Rohre mit elektrischer Steuerung und automatischer Justierung herstellen. Mehr lesen |
Grundlegende technische Informationen zur Produktionslinie für geschweißte Rohre
| Produkt & Ausbeute | Rundrohr | 114mm-273mm Dicke:3.0mm-10.0mm |
| Quadratisches und rechteckiges Rohr | 90 mm ×90 mm -210mm×210mm Dicke:3.0mm-8.0mm | |
| Länge | 6m-12 m Längentoleranz: ±3 mm | |
| Produktionsgeschwindigkeit | 20-45m/min | |
| Produktionskapazität | 401000 Tonnen/Jahr | |
| Verbrauch | installierte Kapazität des Werks | 350 kW |
| Linienbereich | 120m (Länge) ×10m (Breite) | |
| Arbeitnehmer | 6-8 Arbeiter | |
| Rohstoff | Material | Kohlenstoffstahlspule Q235B (ASTM GR)·D,σs 230) |
| Breite | 280mm-690 mm Dicke:2.0mm-8.0mm | |
| Spulen-ID | 570-640 mm | |
| Spulenaußendurchmesser | Max1800 mm | |
| Spulengewicht | 15,0 t |
Vorteil
Vorteile der Ausrüstung:
Bei der Herstellung von Rundrohren kann das ZTF-Formverfahren eingesetzt werden.
Bei der Herstellung von Vierkant- und Rechteckrohren kann die direkte Quadrat-Quadrat-Technik (DSS) angewendet werden.
Produkte: Architekturstrukturrohre, Niederdruckflüssigkeitsrohre, Kohleförderbandrohre, Antriebswellenrohre, Leitplankenrohre, Turmfundamentrohre, Automobilträger-Stahlrohre und andere Produkte.
Weitere Produkte



| ERW-Rohrwalzlinie | |||||
| Modell | RRundrohr mm | QuadratRohr mm | Dicke mm | Arbeitsbreite m/min | |
| ERW20 | Ф8-Ф20 | 6x6-15×15 | 0,3-1,5 | 120 | Mehr lesen |
| ERW32 | Ф10-Ф32 | 10×10-25×25 | 0,5-2,0 | 120 | |
| ERW50 | Ф20-Ф50 | 15×15-40×40 | 0,8-3,0 | 120 | |
| ERW76 | Ф32-Ф76 | 25×25-60×60 | 1.2-4.0 | 120 | |
| ERW89 | Ф42-Ф89 | 35×35-70×70 | 1,5-4,5 | 110 | |
| ERW114 | Ф48-Ф114 | 40×40-90×90 | 1,5-4,5 | 65 | |
| ERW140 | Ф60-Ф140 | 50×50-110×110 | 2,0-5,0 | 60 | |
| ERW165 | Ф76-Ф165 | 60×60-130×130 | 2,0-6,0 | 50 | |
| ERW219 | Ф89-Ф219 | 70×70-170×170 | 2,0-8,0 | 50 | |
| ERW273 | Ф114-Ф273 | 90×90-210×210 | 3,0-10,0 | 45 | |
| ERW325 | Ф140-Ф325 | 110×110-250×250 | 4,0-12,7 | 40 | |
| ERW377 | Ф165-Ф377 | 130×130-280×280 | 4,0-14,0 | 35 | |
| ERW406 | Ф219-Ф406 | 170×170-330×330 | 6,0-16,0 | 30 | |
| ERW508 | Ф273-Ф508 | 210×210-400×400 | 6,0-18,0 | 25 | Mehr lesen |
| ERW660 | Ф325-Ф660 | 250×250-500×500 | 6,0-20,0 | 20 | Mehr lesen |
| ERW720 | Ф355-Ф720 | 300×300-600×600 | 6,0-22,0 | 20 | Mehr lesen |
| PRODUKTIONSLINIE FÜR EDELSTAHLROHRE | |||||
| Modell | RRundrohr mm | QuadratRohr mm | Dicke mm | Arbeitsgeschwindigkeit m/min | |
| SS25 | Ф6-Ф25 | 5×5-20×20 | 0,2-0,8 | 10 | Mehr lesen |
| SS32 | Ф6-Ф32 | 5×5-25×25 | 0,2-1,0 | 10 | Mehr lesen |
| SS51 | Ф9-Ф51 | 7×7-40×40 | 0,2-1,5 | 10 | Mehr lesen |
| SS64 | Ф12-Ф64 | 10×10-50×50 | 0,3-2,0 | 10 | Mehr lesen |
| SS76 | Ф25-Ф76 | 20×20-60×60 | 0,3-2,0 | 10 | Mehr lesen |
| SS114 | Ф38-Ф114 | 30×30-90×90 | 0,4-2,5 | 10 | Mehr lesen |
| SS168 | Ф76-Ф168 | 60×60-130×130 | 1,0-3,5 | 10 | Mehr lesen |
| SS219 | Ф114-Ф219 | 90×90-170×170 | 1,0-4,0 | 10 | Mehr lesen |
| SS325 | Ф219-Ф325 | 170×170-250×250 | 2,0-8,0 | 3 | Mehr lesen |
| SS426 | Ф219-Ф426 | 170×170-330×330 | 3,0-10,0 | 3 | Mehr lesen |
| SS508 | Ф273-Ф508 | 210×210-400×400 | 4,0-12,0 | 3 | Mehr lesen |
| SS862 | Ф508-Ф862 | 400×400-600×600 | 6,0-16,0 | 2 | Mehr lesen |












